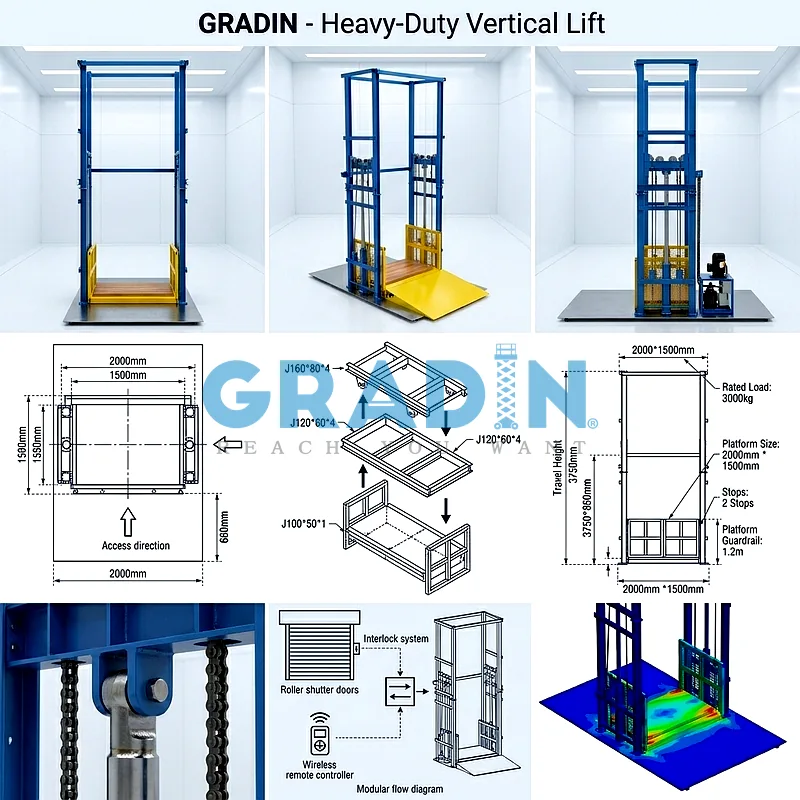
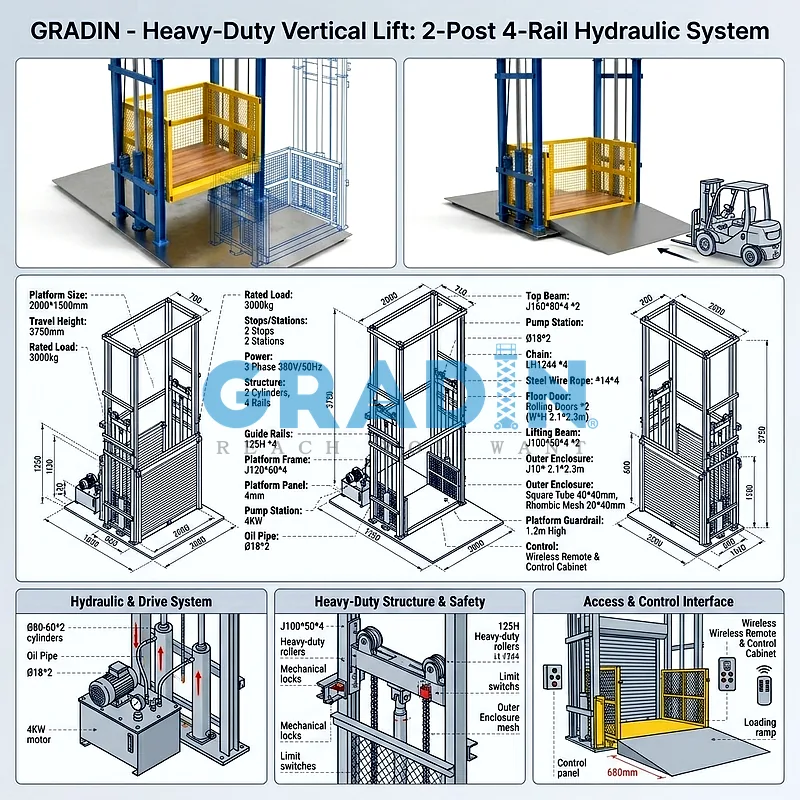
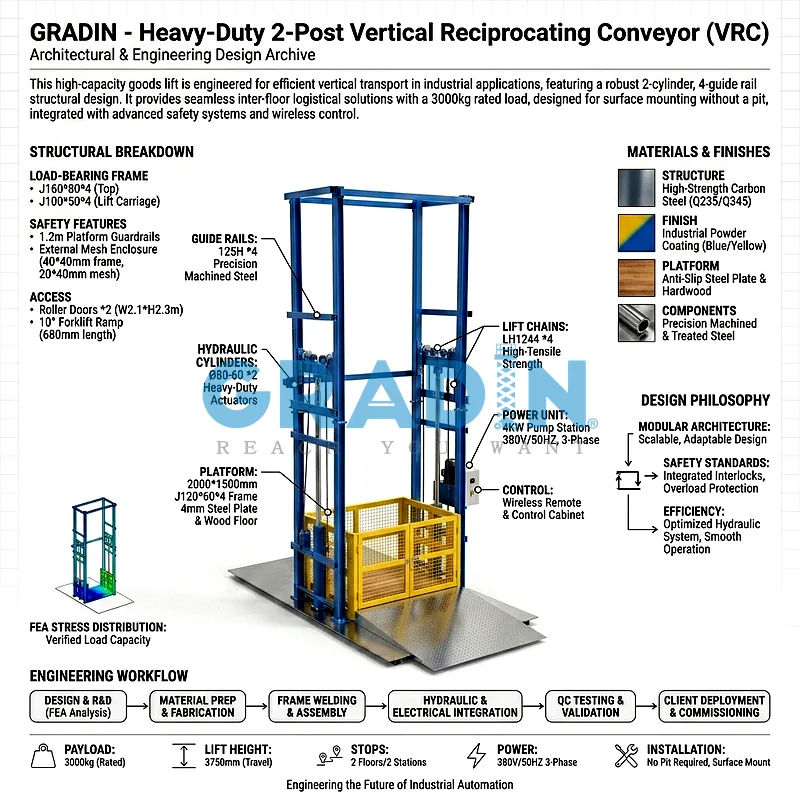
To address these challenges, our technical team engineered a Dual-Cylinder, Four-Rail (2-Cyl/4-Rail) hydraulic architecture, prioritizing structural redundancy and ergonomic access.
1. Surface-Mount Engineering and Ergonomic Ramp Design
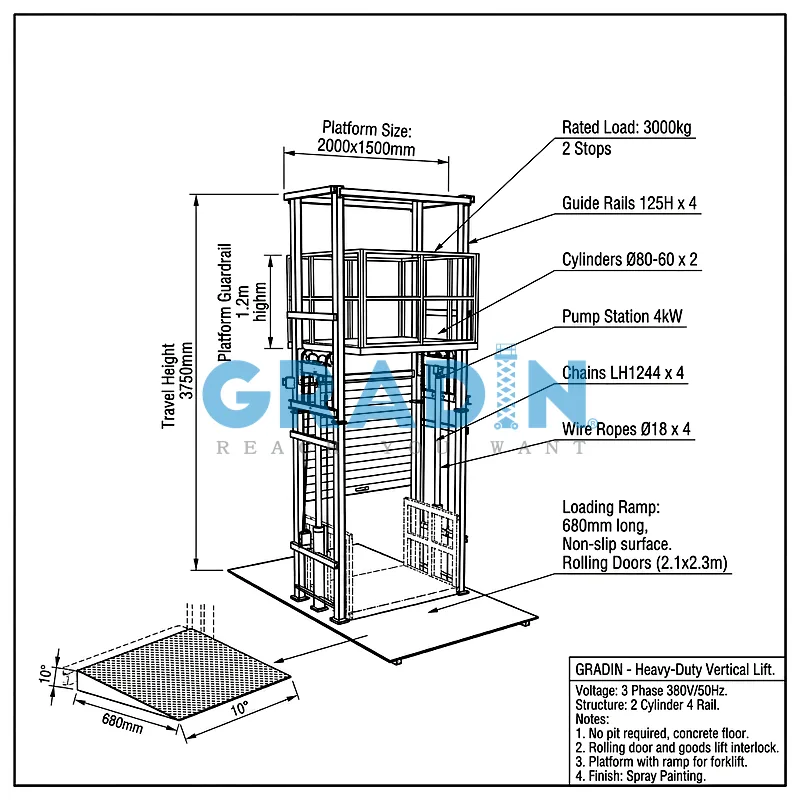
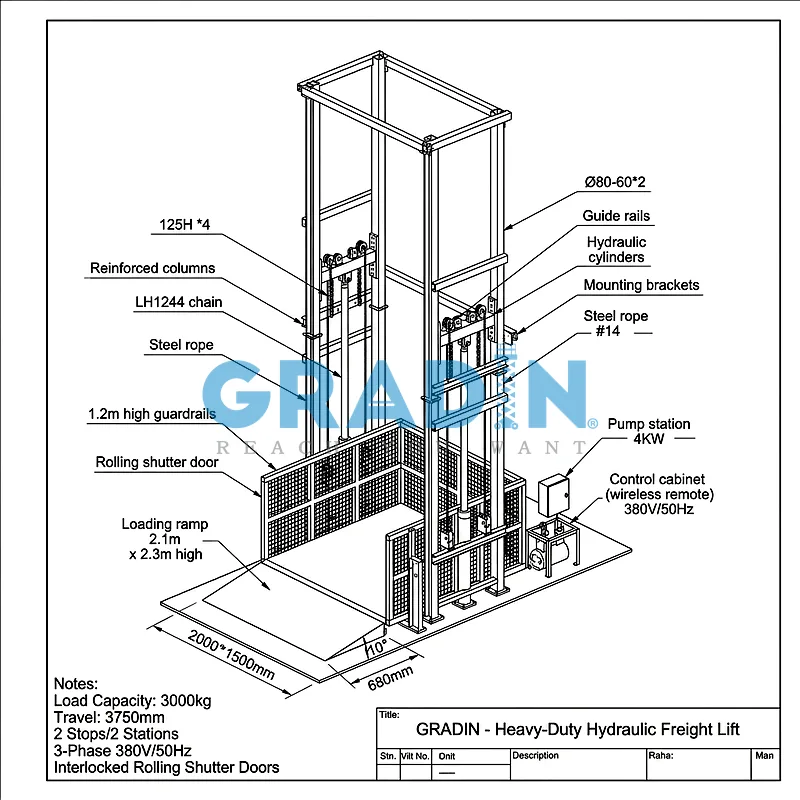
Since no pit could be dug, the platform was designed with a minimized closed height. To enable forklift access, we integrated a 680mm long approach ramp with a precise 10-degree incline. This gradient was calculated to ensure that standard industrial forklifts could transition the 3000kg load without losing traction or causing pallet shift. The ramp is fabricated from anti-slip chequered steel plate, ensuring safety during humid conditions.
2. 2-Cylinder 4-Rail Mechanical Synchronization
To manage the 3-ton payload and ensure platform stability, the lift utilizes four 125H-section guide rails and dual Ø80-60mm hydraulic cylinders. This 4-rail configuration distributes the vertical and lateral forces across a wider footprint, significantly reducing the torsion on the lifting carriage. The synchronization is further stabilized by four LH1244 heavy-duty chains and four #14 steel wire ropes, providing a 10:1 safety factor.
3. Interlocked Roller Shutter System
Safety compliance was achieved through the integration of automated roller shutter doors (2.1m W x 2.3m H) at both the ground and mezzanine levels. These doors are electronically interlocked with the lift’s control cabinet. The [Internal Link: freight elevator] cannot move unless all doors are closed and locked; conversely, the doors cannot be opened unless the platform is perfectly leveled at the designated station. This prevents falls into the shaft and ensures unauthorized personnel cannot access the mezzanine via the lift.
4. Advanced Control and Surface Protection
The system is managed via a centralized control cabinet and a wireless remote control, allowing operators to initiate lifting cycles from a safe distance or while seated on a forklift. The electrical system utilizes high-grade European-standard components to withstand the 380V/50Hz load cycles. To combat coastal corrosion, the entire structure underwent a rigorous powder coating process, which provides a superior chemical bond compared to liquid paint, ensuring the blue and yellow safety finish remains intact for years of high-duty-cycle operation.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}